")
-13")
-14")
-16")
-15")
Pharmaceutical & Food: High-precision micro-powders requiring strict sterile standards.
Fine Chemicals: Pigments and heat-sensitive materials.
Heavy Industrial: Multi-ton batches of ceramics, construction, or agricultural chemicals.
Ranges from 0.2 m³ to 55 m³ (customizable up to 130 m³).
Reaches high uniformity (CV ≤ 2.5 – 5%) in just 5–12 minutes.
Supports mixing ratios up to 1:5000 and optional heating from 0 – 150℃.

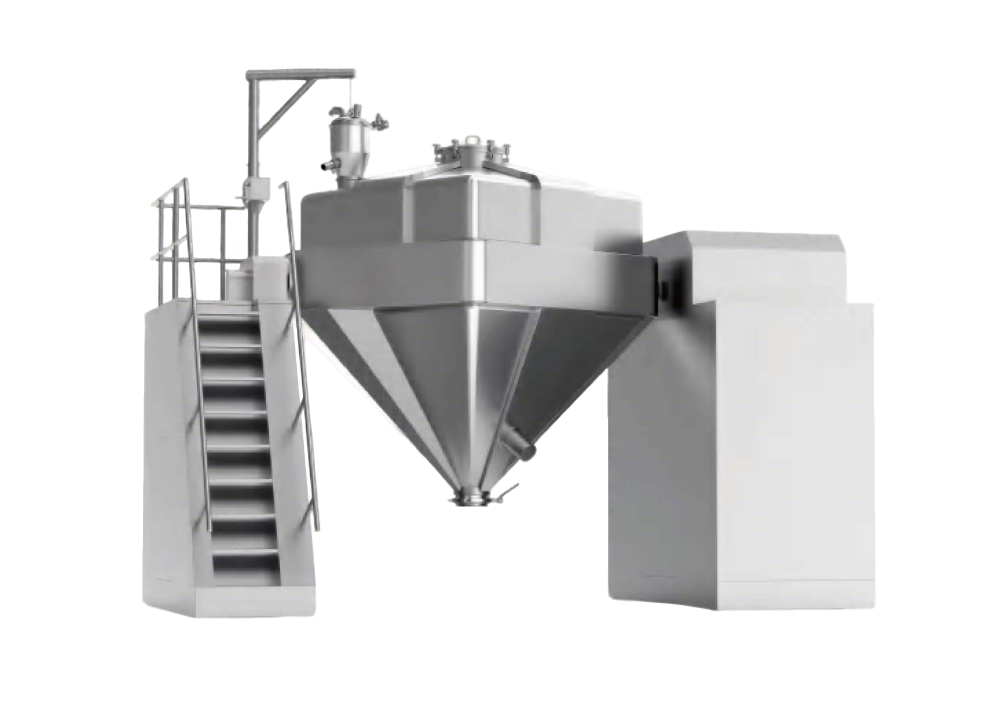
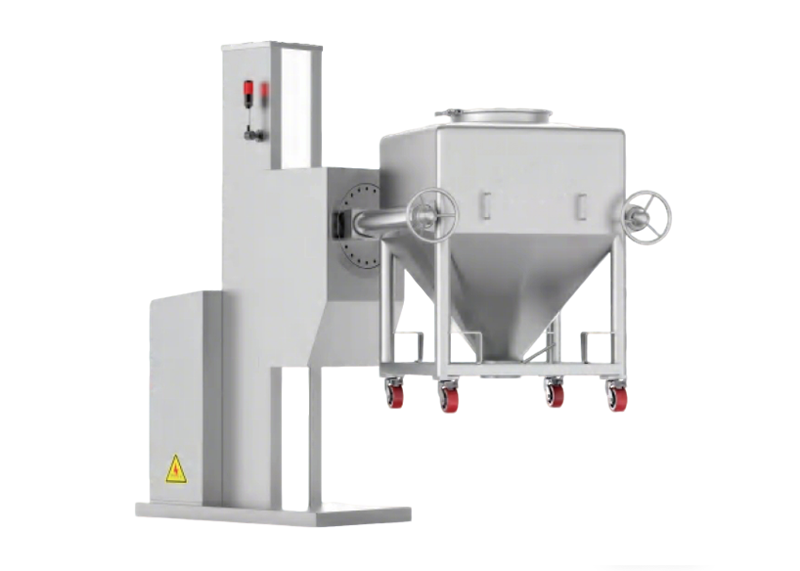
| WQH Series | |
|---|---|
| Specification | Details |
| Total Volume | 10 L –1500 L |
| Effective Volume | 7 L-1050 L |
| Poewr | 0.75 -15 kW |
| Speed | 200 -49 RPM |
Product references: WQH-10 / WQH-50 / WQH-100 / WQH-200 / WQH-300 / WQH-500 / WQH-750 / WQH-1000 / WQH-1500 MODELS







Ready to elevate your production capabilities? Contact Encap North America today to speak with one of our experts. We’ll provide you with all the information you need, including a personalized consultation to determine how our extensive range of machinery and equipment can meet your specific needs. Request a quote, schedule a virtual demo, or download our detailed product brochure to get started.